

Statyboje naudojamų aliuminio profilių atsiskaitymo metodai paprastai apima svėrimo atsiskaitymą ir teorinį atsiskaitymą. Svėrimo atsiskaitymas apima aliuminio profilių gaminių, įskaitant pakavimo medžiagas, svėrimą ir mokėjimo apskaičiavimą pagal faktinį svorį, padaugintą iš tonos kainos. Teorinis atsiskaitymas apskaičiuojamas teorinį profilių svorį padauginus iš tonos kainos.
Svėrimo metu atsiranda skirtumas tarp faktinio pasverto svorio ir teoriškai apskaičiuoto svorio. Šis skirtumas atsiranda dėl kelių priežasčių. Šiame straipsnyje daugiausia analizuojami svorio skirtumai, kuriuos lemia trys veiksniai: aliuminio profilių pagrindinės medžiagos storio skirtumai, paviršiaus apdorojimo sluoksnių skirtumai ir pakavimo medžiagų skirtumai. Šiame straipsnyje aptariama, kaip kontroliuoti šiuos veiksnius, kad nuokrypiai būtų kuo mažesni.
1. Svorio skirtumai, atsirandantys dėl skirtingo pagrindinės medžiagos storio
Yra skirtumų tarp faktinio ir teorinio profilių storio, todėl skiriasi pasvertas ir teorinis svoris.
1.1 Svorio apskaičiavimas pagal storio dispersiją
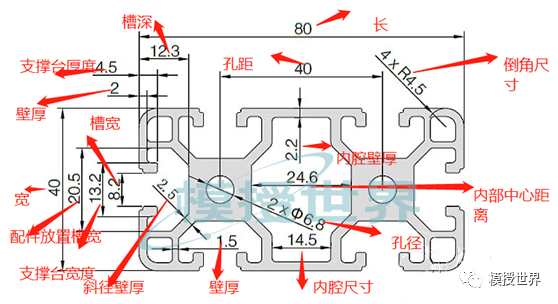
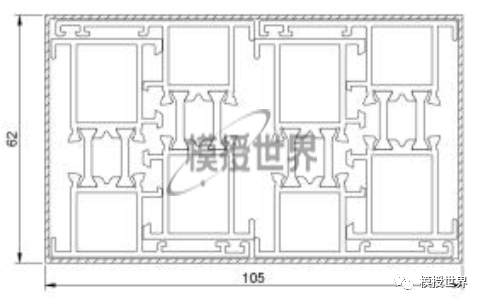
Pagal Kinijos standartą GB/T5237.1, profilių, kurių išorinis apskritimo ilgis neviršija 100 mm, o nominalus storis mažesnis nei 3,0 mm, didelio tikslumo nuokrypis yra ±0,13 mm. Pavyzdžiui, 1,4 mm storio lango rėmo profilio teorinis svoris metrui yra 1,038 kg/m. Esant teigiamam 0,13 mm nuokrypiui, svoris metrui yra 1,093 kg/m, skirtumas yra 0,055 kg/m. Esant neigiamam 0,13 mm nuokrypiui, svoris metrui yra 0,982 kg/m, skirtumas yra 0,056 kg/m. Skaičiuojant 963 metrus, skirtumas yra 53 kg tonai, žr. 1 paveikslą.
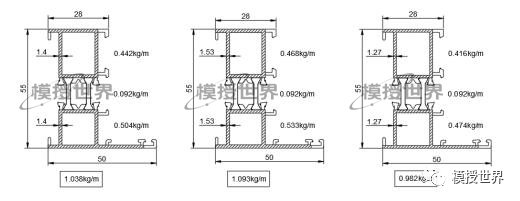
Reikėtų atkreipti dėmesį, kad iliustracijoje atsižvelgiama tik į 1,4 mm nominalaus storio sekcijos storio skirtumus. Jei atsižvelgiama į visus storio skirtumus, skirtumas tarp pasverto svorio ir teorinio svorio būtų 0,13 / 1,4 * 1000 = 93 kg. Aliuminio profilių pagrindinės medžiagos storio skirtumų egzistavimas lemia skirtumą tarp pasverto svorio ir teorinio svorio. Kuo arčiau faktinio storio teorinio, tuo arčiau pasverto svorio yra teorinis svoris. Gaminant aliuminio profilius, storis palaipsniui didėja. Kitaip tariant, to paties liejimo formų rinkinio pagamintų gaminių pasvertas svoris iš pradžių yra lengvesnis už teorinį svorį, po to tampa toks pat, o vėliau tampa sunkesnis už teorinį svorį.
1.2 Nukrypimų valdymo metodai
Aliuminio profilių formų kokybė yra esminis veiksnys kontroliuojant profilių svorį metrui. Pirma, būtina griežtai kontroliuoti formų darbinę juostą ir apdirbimo matmenis, siekiant užtikrinti, kad išvesties storis atitiktų reikalavimus, o tikslumas būtų kontroliuojamas 0,05 mm diapazone. Antra, gamybos procesas turi būti kontroliuojamas tinkamai valdant ekstruzijos greitį ir atliekant techninę priežiūrą po tam tikro skaičiaus formų praėjimų, kaip nurodyta. Be to, formos gali būti azotuojamos, kad padidėtų darbinės juostos kietumas ir sulėtėtų storio didėjimas.
2. Teorinis svoris skirtingiems sienelių storio reikalavimams
Aliuminio profilių sienelių storis turi tolerancijas, ir skirtingi klientai turi skirtingus gaminio sienelių storio reikalavimus. Pagal sienelių storio tolerancijos reikalavimus teorinis svoris skiriasi. Paprastai reikalaujama tik teigiamo arba tik neigiamo nuokrypio.
2.1 Teigiamas nuokrypis pagal teorinį svorį
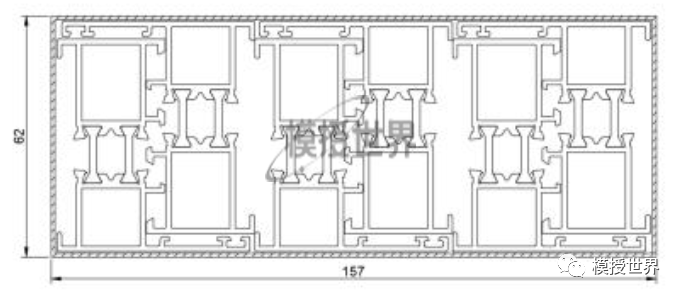
Aliuminio profilių, kurių sienelės storis yra teigiamas, atveju, kai pagrindinės medžiagos kritinis apkrovą laikantis plotas reikalauja, kad išmatuotas sienelės storis būtų ne mažesnis kaip 1,4 mm arba 2,0 mm. Teorinio svorio su teigiamu nuokrypiu apskaičiavimo metodas yra nubraižyti nuokrypio diagramą, kurios sienelės storis būtų centre, ir apskaičiuoti svorį metrui. Pavyzdžiui, profilio, kurio sienelės storis yra 1,4 mm, o teigiamas nuokrypis yra 0,26 mm (neigiamas nuokrypis – 0 mm), sienelės storis esant centriniam nuokrypiui yra 1,53 mm. Šio profilio svoris metrui yra 1,251 kg/m². Teorinis svoris svėrimo tikslais turėtų būti apskaičiuojamas remiantis 1,251 kg/m². Kai profilio sienelės storis yra -0 mm, svoris metrui yra 1,192 kg/m², o kai +0,26 mm, svoris metrui yra 1,309 kg/m², žr. 2 paveikslą.
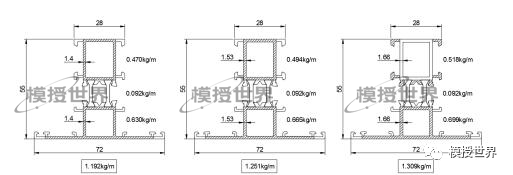
Remiantis 1,53 mm sienelės storiu, jei tik 1,4 mm pjūvis padidinamas iki maksimalaus nuokrypio (Z maks. nuokrypis), svorio skirtumas tarp Z maks. teigiamo nuokrypio ir centrinio sienelės storio yra (1,309 – 1,251) * 1000 = 58 kg. Jei visų sienelių storių nuokrypis yra ties Z maks. (kas labai mažai tikėtina), svorio skirtumas būtų 0,13 / 1,53 * 1000 = 85 kg.
2.2 Teorinis neigiamo nuokrypio svoris
Aliuminio profilių sienelės storis neturėtų viršyti nurodytos vertės, o tai reiškia neigiamą sienelės storio toleranciją. Teorinis svoris šiuo atveju turėtų būti apskaičiuojamas kaip pusė neigiamo nuokrypio. Pavyzdžiui, profiliui, kurio sienelės storis yra 1,4 mm, o neigiamas tolerancijos dydis yra 0,26 mm (teigiamas tolerancijos dydis – 0 mm), teorinis svoris apskaičiuojamas pagal pusę tolerancijos dydžio (-0,13 mm), žr. 3 paveikslą.
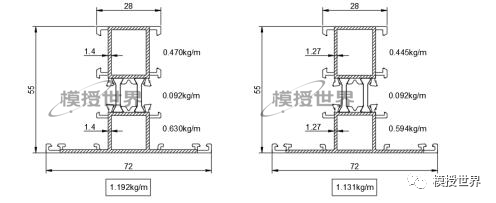
Esant 1,4 mm sienelės storiui, svoris metrui yra 1,192 kg/m, o esant 1,27 mm sienelės storiui – 1,131 kg/m. Skirtumas tarp šių dviejų dydžių yra 0,061 kg/m. Jei gaminio ilgis apskaičiuojamas kaip viena tona (838 metrai), svorio skirtumas būtų 0,061 * 838 = 51 kg.
2.3 Svorio skaičiavimo metodas esant skirtingam sienelių storiui
Iš aukščiau pateiktų diagramų matyti, kad šiame straipsnyje skaičiuojant skirtingus sienelių storius naudojami nominalūs sienelių storio padidinimai arba sumažinimai, o ne taikomi visiems pjūviams. Diagramoje įstrižomis linijomis užpildytos sritys atitinka nominalų 1,4 mm sienelių storį, o kitos sritys atitinka funkcinių plyšių ir briaunų sienelių storį, kuris skiriasi nuo nominaliojo sienelių storio pagal GB/T8478 standartus. Todėl, koreguojant sienelių storį, daugiausia dėmesio skiriama nominaliam sienelių storiui.
Remiantis formos sienelės storio kitimu šalinant medžiagą, pastebėta, kad visų naujai pagamintų formų sienelės storiai turi neigiamą nuokrypį. Todėl, atsižvelgiant tik į nominalaus sienelės storio pokyčius, galima konservatyviau palyginti sveriamąjį svorį ir teorinį svorį. Sienelės storis nenumatytuose plotuose keičiasi ir gali būti apskaičiuojamas pagal proporcingą sienelės storį ribinio nuokrypio diapazone.
Pavyzdžiui, langų ir durų gaminio, kurio nominalus sienelės storis yra 1,4 mm, svoris metrui yra 1,192 kg/m². Norint apskaičiuoti svorį metrui, kai sienos storis yra 1,53 mm, taikomas proporcingo skaičiavimo metodas: 1,192 / 1,4 * 1,53, todėl svoris metrui yra 1,303 kg/m². Panašiai, kai sienos storis yra 1,27 mm, svoris metrui apskaičiuojamas taip: 1,192 / 1,4 * 1,27, todėl svoris metrui yra 1,081 kg/m². Tas pats metodas gali būti taikomas ir kitų storių sienoms.
Remiantis 1,4 mm sienelės storio scenarijumi, pakoregavus visus sienelių storius, svorio skirtumas tarp sveriamojo svorio ir teorinio svorio yra maždaug 7–9 %. Pavyzdžiui, kaip parodyta šioje diagramoje:
3. Svorio skirtumas, kurį sukelia paviršiaus apdorojimo sluoksnio storis
Statyboje naudojami aliuminio profiliai dažniausiai apdorojami oksidacija, elektroforeze, purškimu, fluorokarbonais ir kitais metodais. Pridėjus apdorojimo sluoksnius, padidėja profilių svoris.
3.1 Svorio padidėjimas oksidacijos ir elektroforezės profiliuose
Po oksidacijos ir elektroforezės paviršiaus apdorojimo susidaro oksido plėvelės ir kompozicinės plėvelės (oksido plėvelės ir elektroforezės dažų plėvelės) sluoksnis, kurio storis yra nuo 10 μm iki 25 μm. Paviršiaus apdorojimo plėvelė prideda svorio, tačiau aliuminio profiliai išankstinio apdorojimo metu šiek tiek praranda svorį. Svorio padidėjimas nėra reikšmingas, todėl svorio pokytis po oksidacijos ir elektroforezės apdorojimo paprastai yra nereikšmingas. Dauguma aliuminio gamintojų apdoroja profilius nepridėdami svorio.
3.2 Purškiamos dangos profilių svorio padidėjimas
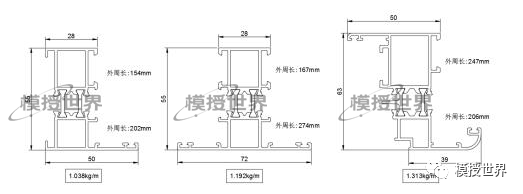
Purškiamo dažymo profilių paviršius padengtas miltelinės dangos sluoksniu, kurio storis ne mažesnis kaip 40 μm. Miltelinės dangos svoris priklauso nuo storio. Nacionalinis standartas rekomenduoja 60–120 μm storį. Skirtingų tipų miltelinės dangos turi skirtingą svorį, esant tokiam pačiam plėvelės storiui. Masinės gamybos gaminiams, tokiems kaip langų rėmai, langų statramsčiai ir langų varčios, periferijoje purškiama vienodo storio plėvelė, o periferinio ilgio duomenis galite pamatyti 4 paveiksle. Profilių svorio padidėjimą po purškimo galite rasti 1 lentelėje.
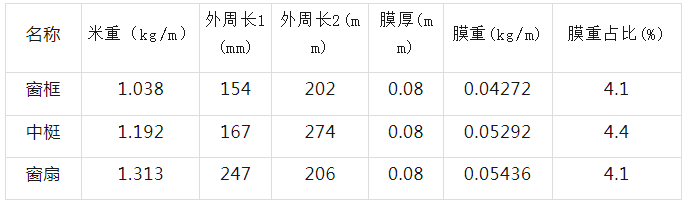
Remiantis lentelėje pateiktais duomenimis, durų ir langų profilių svoris po purškimo padidėja apie 4–5 %. Vienos tonos profilių svoris padidėja maždaug 40–50 kg.
3.3 Fluorokarboninių dažų purškiamų dangų profilių svorio padidėjimas
Vidutinis fluorokarboniniais dažais purškiamų profilių dangos storis yra ne mažesnis kaip 30 μm dviem sluoksniams, 40 μm trims sluoksniams ir 65 μm keturiems sluoksniams. Dauguma fluorokarboniniais dažais purškiamų gaminių dengiami dviem arba trimis sluoksniais. Dėl skirtingų fluorokarboninių dažų rūšių, jų tankis po sukietėjimo taip pat skiriasi. Pavyzdžiui, įprastų fluorokarboninių dažų svorio padidėjimas parodytas toliau pateiktoje 2 lentelėje.
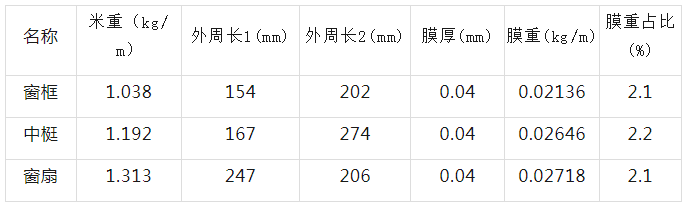
Remiantis lentelėje pateiktais duomenimis, durų ir langų profilių svorio padidėjimas po purškimo fluorokarboniniais dažais sudaro apie 2,0–3,0 %. Vienai tonai profilių šis skaičius yra maždaug 20–30 kg.
3.4 Paviršiaus apdorojimo sluoksnio storio kontrolė milteliniuose ir fluorokarboniniuose dažų purškimo dangų produktuose
Miltelinių ir fluorokarboninių dažų purškimo būdu padengtų gaminių dangos sluoksnio kontrolė yra pagrindinis gamybos proceso kontrolės taškas, daugiausia kontroliuojantis miltelių ar dažų purškimo iš purškimo pistoleto stabilumą ir vienodumą, užtikrinant vienodą dažų plėvelės storį. Faktinėje gamyboje per didelis dangos sluoksnio storis yra viena iš antrinio purškimo priežasčių. Net jei paviršius yra poliruotas, purškimo sluoksnis vis tiek gali būti per storas. Gamintojai turi sustiprinti purškimo proceso kontrolę ir užtikrinti purškimo dangos storį.
4. Pakavimo būdų sukeltas svorio skirtumas
Aliuminio profiliai paprastai pakuojami popierine vyniojimo popieriumi arba susitraukiančia plėvele, o pakavimo medžiagų svoris priklauso nuo pakavimo būdo.
4.1 Popierinio įvyniojimo svorio padidėjimas
Sutartyje paprastai nurodomas popierinės pakuotės svorio limitas, kuris paprastai neviršija 6 %. Kitaip tariant, popieriaus svoris vienoje tonoje profilių neturėtų viršyti 60 kg.
4.2 Susitraukiančios plėvelės vyniojimo svorio padidėjimas
Svorio padidėjimas dėl susitraukiančios plėvelės pakavimo paprastai yra apie 4 %. Susitraukiančios plėvelės svoris vienoje tonoje profilių neturėtų viršyti 40 kg.
4.3 Pakuotės stiliaus įtaka svoriui
Profilių pakavimo principas – apsaugoti profilius ir palengvinti jų tvarkymą. Vienos profilių pakuotės svoris turėtų būti apie 15–25 kg. Profilių skaičius pakuotėje turi įtakos pakuotės svorio procentui. Pavyzdžiui, kai langų rėmų profiliai supakuoti į 4 vienetų rinkinius, kurių ilgis yra 6 metrai, svoris yra 25 kg, o pakavimo popierius sveria 1,5 kg, t. y. 6 % (žr. 5 paveikslą). Kai supakuota į 6 vienetų rinkinius, svoris yra 37 kg, o pakavimo popierius sveria 2 kg, t. y. 5 % (žr. 6 paveikslą).
Iš pateiktų paveikslėlių matyti, kad kuo daugiau profilių pakuotėje, tuo mažesnis pakavimo medžiagų svorio procentas. Esant tokiam pačiam profilių skaičiui pakuotėje, kuo didesnis profilių svoris, tuo mažesnis pakavimo medžiagų svorio procentas. Gamintojai gali kontroliuoti profilių skaičių pakuotėje ir pakavimo medžiagų kiekį, kad atitiktų sutartyje nurodytus svorio reikalavimus.

Išvada
Remiantis aukščiau pateikta analize, yra nuokrypis tarp faktinio profilių svorio ir teorinio svorio. Pagrindinė svorio nuokrypio priežastis yra sienelių storio nuokrypis. Paviršiaus apdorojimo sluoksnio svorį galima gana lengvai kontroliuoti, taip pat ir pakavimo medžiagų svorį. Standarto reikalavimus atitinkantis svorio skirtumas tarp svorio ir apskaičiuoto svorio neviršija 7 %, o gamintojo tikslas – 5 % skirtumas.
Redagavo May Jiang iš MAT Aluminum
Įrašo laikas: 2023 m. rugsėjo 30 d.



